
Spódnica termokurczliwa




Aplikacja
1. Używany do zakończenia średniego napięcia do 36 kV
2. Zwiększ odległość upływu, rozproszony deszcz, tylko do użytku na zewnątrz
Funkcja
1.Antyśledzenie
2. Doskonała odporność na korozję
3. Odporność na promieniowanie UV i warunki atmosferyczne
4. Doskonałe właściwości elektryczne i mechaniczne
Przy produkcji rurek termokurczliwych należy najpierw wybrać odpowiednią przedmieszkę, a następnie dobrać materiały pomocnicze do konkretnego wytworzenia
Obudowa obudowy termicznej.
1. Proces produkcji rurki termokurczliwej polega po pierwsze na produkcji przedmieszki pijawki polienowej: łączenie różnych materiałów bazowych pijawki polienowej z różnymi funkcjonalnymi materiałami pomocniczymi
Materiały waży się zgodnie z proporcjami receptury, a następnie miesza: zmieszane materiały umieszcza się w wytłaczarce dwuślimakowej i granuluje w celu wytworzenia przedmieszki funkcjonalnej pijawki polienowej.
2. Proces formowania produktu: w zależności od kształtu produktu można zastosować dwie metody wytłaczania jednoślimakowego i formowania wtryskowego.
Do przetwarzania i produkcji:
1. Typ wytłaczania jednoślimakowego: stosowany głównie do wytłaczania rur radiatora, takich jak jednościenne rury termokurczliwe, dwuścienne rury termokurczliwe z klejem i średniej grubości
Rury radiatora ściennego, wysokociśnieniowe rury radiatora z szyną zbiorczą, rury termokurczliwe w wysokiej temperaturze i inne produkty są przetwarzane i formowane przez wytłaczanie jednoślimakowe.
Linia do produkcji rur termokurczliwych powinna posiadać następujące wyposażenie: wytłaczarkę (formowanie rurki radiatora), formę produkcyjną, zbiornik na wodę chłodzącą, urządzenie napinające oraz
Urządzenie dyskowe itp.
2. Formowanie wtryskowe: stosowane głównie do produkcji termokurczliwych części o specjalnych kształtach, takich jak nakładki na radiatory, termokurczliwe osłony parasoli, termokurczliwe nakładki na palce i inne produkty
Wszyscy korzystają z formowania wtryskowego, a wyposażenie produkcyjne powinno obejmować wtryskarki i formy wtryskowe.
3. Kolejnym ważnym krokiem jest sieciowanie radiacyjne.Produkty utworzone metodą wytłaczania lub formowania wtryskowego są nadal liniowymi strukturami molekularnymi.
Struktura, produkt nie ma jeszcze „funkcji pamięci”, a odporność na temperaturę, odporność na starzenie i odporność na zużycie nie jest wystarczająca.
Zmień strukturę molekularną produktu.Najczęściej stosowaną przez nas metodą jest modyfikacja sieciowania radiacyjnego: sieciowanie radiacyjne akceleratora elektronów, promieniowanie źródła kobaltu
Sieciowanie, sieciowanie chemiczne nadtlenkiem, w tym czasie cząsteczka zmienia się z liniowej struktury molekularnej w strukturę sieciową.Wytłaczane produkty przechodzą
Po usieciowaniu wykazuje „efekt pamięci”, który znacznie zwiększa odporność temperaturową, właściwości mechaniczne i chemiczne rury termokurczliwej.Konkretny stół
Teraz rura radiatora zmieniła się ze stanu tolerancji na niezgodną, odporność na starzenie, odporność na ścieranie i odporność na korozję chemiczną.
4. Formowanie ekspansyjne: Produkt modyfikowany poprzez sieciowanie radiacyjne ma już „efekt pamięci kształtu” i ma wysoką
Nie topi się w temperaturze.Po podgrzaniu w wysokiej temperaturze, przedmuchaniu próżniowym i schłodzeniu staje się gotową rurką termokurczliwą, a następnie zgodnie z rurką
Istnieje możliwość wycięcia i wydrukowania rzeczywistego stanu opakowania i zamknięcia gotowego produktu, zgodnie z potrzebami klienta.Dostępne jest również neutralne, normalne opakowanie.
Wydajność
| Test | Metoda badania | Wymóg |
| Wytrzymałość na rozciąganie | ASTM D 2671 | ≥13 MPa |
| Wydłużenie przy zerwaniu | ASTM D 2671 | >400% |
| Wytrzymałość na rozciąganie po starzeniu cieplnym | ASTM D 2671/120 ℃, 168 godz | ≥10 MPa |
| Wydłużenie przy zerwaniu po starzeniu cieplnym | ASTM D 2671/120 ℃, 168 godz | ≥350% |
| Rezystywność objętościowa | IEC 93 | 1013Ω.cm |
| Stała elektryczna | IEC 250 | 3,0 Maks |
| Wytrzymałość dielektryczna | IEC 243 | ≥15KV/mm |
| Miedź korodująca 120°C, 168 godzin | ASTM D 2671 | Przechodzić |
| Skurcz wzdłużny | ASTM D 2671 | 0 do-10% |
| Szybkość wchłaniania wody | ISO62 | ≤0,1% |
| Ognioodporność (indeks tlenowy) | ASTM 4589 | ≥25 |
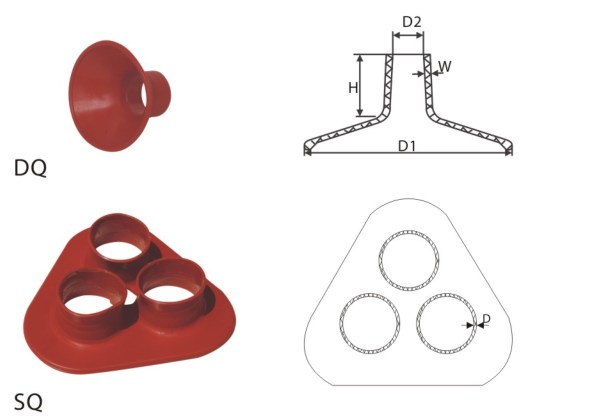
| Typ | Rozszerzony (mm) | Odzyskany (mm) | |||
| D1 | D2 | D2 (maks.) | H | W | |
| DQ1 | 97 | 35 | 15 | 20 | 2.5 |
| DQ2 | 97 | 40 | 15 | 20 | 2.5 |
| DQ3 | 110 | 45 | 20 | 20 | 3 |
| DQ4 | 110 | 50 | 20 | 20 | 3 |
| DQ5 | 125 | 70 | 30 | 25 | 4 |
| Typ | D | W | |
| Rozszerzony (mm) | Odzyskany (mm) | Odzyskany (mm) | |
| KW1 | 32 | 12 | 3 |
| KW2 | 38 | 15 | 3 |
| KW3 | 45 | 22 | 3 |
 P: CZY MOŻESZ NAM POMÓC W IMPROCIE I EKSporcie?
P: CZY MOŻESZ NAM POMÓC W IMPROCIE I EKSporcie?
A:Będziemy mieć profesjonalny zespół, który będzie Ci służył.
P: JAKIE MASZ CERTYFIKATY?
A:Posiadamy certyfikaty ISO, CE, BV, SGS.
P: JAKI JEST OKRES GWARANCJI?
A: Ogólnie 1 rok.
P: Czy możesz wykonać usługę OEM?
A:Tak możemy.
P: JAKI JEST CZAS OCZEKIWANIA?
A:Nasze standardowe modele są dostępne w magazynie, w przypadku dużych zamówień zajmuje to około 15 dni.
P: CZY MOŻESZ DOSTAĆ DARMOWE PRÓBKI?
A:Tak, skontaktuj się z nami, aby poznać przykładowe zasady.





