
Co to jest gniazdo Clevis?
Łącznik nasadowy, znany również jako wypust gniazdowy, jest bardzo integralnym elementem technologii linii słupowych.
Jest powszechnie stosowany w liniach napowietrznych, liniach przesyłowych i liniach energetycznych.
Jest to główny element osprzętu linii biegunowej, który zwykle łączy izolator typu gniazdowego i zacisk napinający.
Spójrz na to:

Sposób podłączenia łącznika gniazdowego jest różny w różnych krajach, w zależności od przepisów regulujących technologię linii słupowych.
Dlatego przed podjęciem decyzji o złożeniu zamówienia na sprzęt ważne jest, aby znać połączenie w swoim kraju.
Na przykład w Afryce stosowane rodzaje łączników gniazdowych obejmują:
Język gniazda odpowiednio stosowany w „aluminiowych przewodnikach wzmocnionych stalą (ACSR)”.
Średnica zewnętrzna wynosi od 7 mm do 18,2 mm (25 milimetrów kwadratowych i 150 milimetrów kwadratowych).
Stosowano go także na „standardowych izolatorach talerzowych typu kulowego i gniazdowego” o średnicy trzpienia kulowego 16 mm
Dlaczego potrzebujesz łącznika gniazdowego?
Jako integralna część osprzętu linii słupowej, łącznik gniazdowy jest używany do pewnych celów.
- Łączy izolator typu gniazdowego z zaciskiem napinającym lub wspornikiem.
- Stosowany jest jako złączka do łączenia izolatorów jednego ciągu.Przykłady obejmują „połączenia kulowe i kielichowe, widełkowe i wypustowe, płyty jarzmowe do izolatorów wielostrunowych”.
- Można go również stosować na liniach energetycznych jako łącze elektryczne.
- W liniach napowietrznych wykorzystywany jest jako integralna część zasilania w energię elektryczną pociągów, trolejbusów i tramwajów.
- W liniach przesyłowych stanowi część systemu mającego za zadanie pomóc w przewodzeniu prądów przemiennych na częstotliwościach radiowych.
Główne elementy gniazda Clevis
Złącze widełkowe to zespół różnych części i komponentów.
Mimo że różnią się one projektami i kształtami, oto niektóre z najczęstszych części.
1. Kajdany kotwiczne
Jest to kawałek metalu, zwykle w kształcie litery U, zabezpieczony sworzniem i śrubą.
Można go również zabezpieczyć za pomocą metalowej pętli na zawiasach z mechanizmem szybkiego zwalniania.
Działa jako główne ogniwo w różnych systemach łączących, ponieważ zapewnia szybkie połączenia i rozłączenia.
2. Sworzeń widełkowy
Jest integralną częścią łącznika sworzniowego, który składa się z trzech głównych elementów, w tym sworznia, łącznika i trzpienia.
Sworznie są dwojakiego rodzaju, w tym niegwintowane i gwintowane.
Niegwintowane szpilki mają na jednym końcu łeb w kształcie kopuły, a na drugim końcu znajduje się otwór krzyżowy.
Aby utrzymać sworzeń na miejscu, stosuje się zawleczkę lub zawleczkę.
Gwintowany kołek na drugim końcu ma uformowane główki po jednej stronie, podczas gdy druga strona jest jedynie gwintowana.
Nakrętka przydaje się, gdy trzeba włożyć kołek.
3. Śruba widełkowa
Można go stosować zamiast sworznia, mimo że nie przejmuje on naprężeń przenoszonych przez sworzeń.
Są przeznaczone do przenoszenia i utrzymywania obciążeń rozciągających.
4. Zawleczka
W zależności od kraju, w którym jest używany, nazywa się go również zawleczką.
Pamiętaj, że jest to kawałek metalu pełniący funkcję łącznika, którego końce są wygięte podczas montażu.
Służy do łączenia ze sobą dwóch kawałków metalu.
5. Śruba
Jest to rodzaj łącznika, w którym zastosowano zewnętrzny gwint zewnętrzny i który przypomina śrubę.
Zwykle używa się go razem z nakrętką.
Na jednym końcu znajduje się łeb śruby, a na drugim końcu zewnętrzny gwint zewnętrzny.
6. Nakrętka
Jest to rodzaj łącznika z gwintowanym otworem.
Używa się go razem ze śrubą do mocowania lub łączenia ze sobą różnych części.
Partnerstwo powstaje poprzez połączenie nici poprzez tarcie.
Poza tym zależy to od rozciągania i ściskania łączonych ze sobą części.
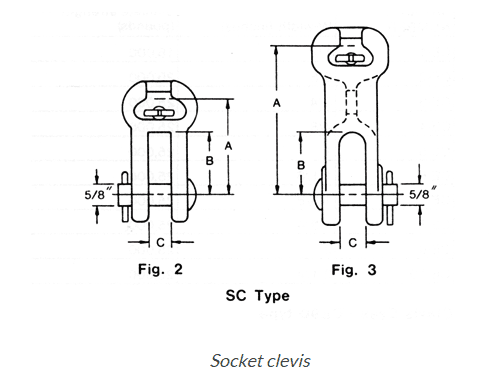
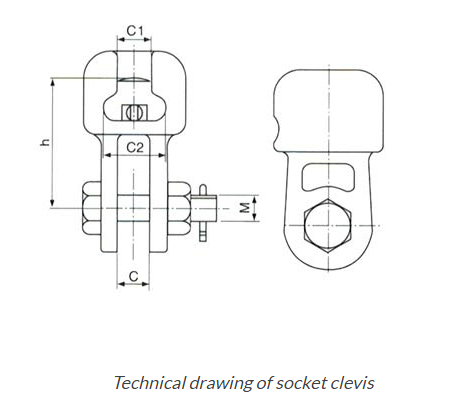
Specyfikacja techniczna widełek gniazdowych
Przed zakupem widełek nasadowych należy zwrócić uwagę na następujące kluczowe dane techniczne:
1. Rodzaj materiału
Rodzaje materiałów używanych do produkcji łączników gniazdowych to stal i żelazo.
Materiały te są preferowane, ponieważ są wystarczająco mocne i wytrzymują ciężar i naprężenia.
2. Obróbka powierzchniowa
Łączniki nasadowe poddawane są procesowi cynkowania ogniowego w celu nadania im odporności na korozję.
Cynkowanie ogniowe polega na zanurzeniu żelaznego lub stalowego łącznika w cynku w celu pokrycia go i nadania mu ostatecznej gładkości.
Żelazo i stal kąpie się w stopionym cynku w temperaturze 449 stopni Celsjusza.
3. Wymiary
Wymiary łącznika gniazdowego różnią się w zależności od wielkości urządzenia.
Ponadto im większy rozmiar łącznika gniazdowego, tym większe są wymiary.
Szerokość i długość mierzona jest w milimetrach, a wagę w kilogramach.
4. Projekt
Konstrukcja łącznika gniazdowego zależy od firmy, która je produkuje.
Zwykle klient ma wpływ na rodzaj projektu, jakiego będzie potrzebował i jakie zadanie ma wykonać.
Konstrukcja łącznika mufy musi odpowiadać funkcji, jaką ma pełnić.
5. Obciążenie znamionowe
Obciążenie znamionowe nasadki zależy od ilości mocy, jaką będzie obsługiwać.
Klient musi określić funkcję, jaką będzie pełnił łącznik przed zakupem.
Następnie producent doradzi najodpowiedniejszy łącznik nasadowy w zależności od obciążenia znamionowego.
6. Waga
Ciężar łącznika gniazdowego zależy od wielkości urządzenia i materiału użytego do wykonania urządzenia.
Inne materiały są cięższe od innych, co powoduje dużą różnicę w wadze.
Wymiary takie jak szerokość i długość są różne, podobnie jak waga.
Proces produkcji łącznika gniazdowego
Proces produkcji rozpoczyna się od ogrzewania, formowania, wyżarzania, a następnie cynkowania ogniowego.
Wymienione powyżej procesy są ryzykowne i zwykle pozostawiane do wykonania przemysłom.
Materiały: głównym wymaganym surowcem jest żelazo i forma mufy.
Do tego procesu potrzebne są pewne maszyny, które są dość drogie.
Z tego powodu produkcją zajmują się główne gałęzie przemysłu, takie jak Jingyoung.
Ostrożność: Proces wytwarzania strzemienia polega na obróbce żelaza w bardzo wysokich temperaturach.
Jest to niebezpieczny proces i należy zachować szczególną ostrożność podczas obchodzenia się z roztopionym żelazem.
Powinieneś także założyć odzież i buty ochronne, aby uchronić się przed wszelkimi możliwymi wypadkami.
Pomiary: Jest to proces uzyskiwania odpowiednich rozmiarów materiału do wykorzystania w produkcji.
W przypadku łączników gniazdowych wykonywanych na wymiar, odbywa się to według specyfikacji klienta.
Materiał przed poddaniem innym procesom jest cięty na wymagane kawałki.
Proces ogrzewania: Żeliwo podgrzewa się w bardzo wysokich temperaturach, w wyniku czego może się stopić.
Najbardziej preferowanym materiałem jest żeliwo, ponieważ topi się w niższych temperaturach w porównaniu do innych.
Przechodzi ze stanu stałego w stan ciekły.
Roztopione żelazo jest bardzo gorące i podczas tego procesu należy zachować szczególną ostrożność.
Oprócz niskiej temperatury topnienia żeliwo charakteryzuje się dobrą płynnością, doskonałą obrabialnością, odpornością na zużycie i odkształceniami.
Te właściwości sprawiają, że jest to najbardziej preferowany materiał używany do produkcji łączników gniazdowych.
Odlewanie: Następnie roztopione żelazo wlewa się do formy mufy gniazdowej.
Forma jest ukształtowana w taki sposób, że posiada otwór przypominający języczek kielichowy.
Płynne żelazo przybiera kształt formy, która ma kształt łącznika gniazdowego.
Wyżarzanie: Trzecim etapem jest wyżarzanie, które jest formą obróbki cieplnej zmieniającej mikrostrukturę żelaza.
Jest to proces, dzięki któremu łącznik nasadowy uzyskuje swoją wytrzymałość, twardość i plastyczność.
Chłodzenie: czwarty etap polega na pozostawieniu kształtki do ostygnięcia.
Proces chłodzenia jest powolny, aby forma zachowała kształt i nie pękła.
Cynkowanie ogniowe jest ostatnim procesem, któremu poddawane jest schłodzone żelazo.
Polega to na pokryciu łącznika gniazda cynkiem w celu zabezpieczenia go przed korozją.
Złącze stożkowe zanurza się w stopionym cynku o temperaturze 449 stopni Celsjusza.
W tym momencie łącznik nasadowy jest gotowy i podlega kontroli, aby upewnić się, że nadaje się do użytku.
Jak zainstalować gniazdo Clevis?
Instalacja łącznika gniazdowego to proces, który wymaga umieszczenia słupów na miejscu przed przystąpieniem do instalacji.
Upewnij się, że wszystkie materiały są na swoim miejscu i że dostępna jest drabina, która umożliwi podniesienie Cię na wymaganą wysokość.
- Przed wejściem na słup należy zamontować sznurki izolacyjne na podłożu.Montaż sznurków na ziemi jest łatwiejszy niż na szczycie słupa.
- Izolatory i osprzęt instaluje się także na ziemi i na większych wysokościach.
- Aby zwiększyć efektywność instalacji, szczególnie gdy istnieją warunki konstrukcyjne, preferowany jest montaż naziemny.
- Montaż na dużych wysokościach odbywa się w przypadku ograniczeń konstrukcyjnych.
- Podczas montażu izolatorów i złączek na dużych wysokościach pracownicy wnoszą po drabinie narzędzia, liny i taśmy stalowe.
- Zaznacza się miejsce montażu poprzeczki i przy pomocy liny jest ona ciągnięta.
- Ramię poprzeczne jest instalowane na miejscu, a następnie instalowany jest inny sprzęt, taki jak izolator i sznurki izolatora.
Łącznik gniazdowy jest bardzo ważnym elementem osprzętu linii słupowej i jest instalowany przez profesjonalistów.
Rodzaj zadania, jakie ma wykonać, wymaga montażu osób z doświadczeniem, ponieważ błędy nie są tolerowane.
Próba instalacji bez pomocy innych osób jest również bardzo niebezpieczna, co oznacza, że nie można jej wykonać samodzielnie.
Czas publikacji: 17 września 2020 r