
Rury termokurczliwe ochronne

Aplikacja
1. Używany do średniego napięcia do 36 kV
2.Ochrona przed wilgocią i ciśnieniem
3. Nadaje się do zakończenia kabla i pośredniej ochrony izolacji
Funkcja
1. Klej topliwy zapewnia lepszą wodoodporność
Rodzaj powłoki: powłoka filmowa
2. Doskonała odporność na korozję
3. Odporność na promieniowanie UV i warunki atmosferyczne
4. Bezhalogenowy
5. Doskonałe właściwości elektryczne i mechaniczne
6.Stosunek skurczu 3:1
6.Średnia ściana
Funkcja
1. Preferowana funkcja urządzenia elektrycznego
2. Niezawodna izolacja
3. Doskonałe hermetyczne uszczelnienie
4. Doskonała odporność na ciepło/zimno, wodoodporność, zapobieganie starzeniu,
5. Szeroko stosowane w energetyce, elektronice, ropie naftowej, inżynierii chemicznej, budownictwie i komunikacji
Przy produkcji rurek termokurczliwych należy najpierw wybrać odpowiednią przedmieszkę, a następnie dobrać materiały pomocnicze do konkretnego wytworzenia
Obudowa obudowy termicznej.
1. Proces produkcji rurki termokurczliwej polega po pierwsze na produkcji przedmieszki pijawki polienowej: łączenie różnych materiałów bazowych pijawki polienowej z różnymi funkcjonalnymi materiałami pomocniczymi
Materiały waży się zgodnie z proporcjami receptury, a następnie miesza: zmieszane materiały umieszcza się w wytłaczarce dwuślimakowej i granuluje w celu wytworzenia przedmieszki funkcjonalnej pijawki polienowej.
2. Proces formowania produktu: w zależności od kształtu produktu można zastosować dwie metody wytłaczania jednoślimakowego i formowania wtryskowego.
Do przetwarzania i produkcji:
1. Typ wytłaczania jednoślimakowego: stosowany głównie do wytłaczania rur radiatora, takich jak jednościenne rury termokurczliwe, dwuścienne rury termokurczliwe z klejem i średniej grubości
Rury radiatora ściennego, wysokociśnieniowe rury radiatora z szyną zbiorczą, rury termokurczliwe w wysokiej temperaturze i inne produkty są przetwarzane i formowane przez wytłaczanie jednoślimakowe.
Linia do produkcji rur termokurczliwych powinna posiadać następujące wyposażenie: wytłaczarkę (formowanie rurki radiatora), formę produkcyjną, zbiornik na wodę chłodzącą, urządzenie napinające oraz
Urządzenie dyskowe itp.
2. Formowanie wtryskowe: stosowane głównie do produkcji termokurczliwych części o specjalnych kształtach, takich jak nakładki na radiatory, termokurczliwe osłony parasoli, termokurczliwe nakładki na palce i inne produkty
Wszyscy korzystają z formowania wtryskowego, a wyposażenie produkcyjne powinno obejmować wtryskarki i formy wtryskowe.
3. Kolejnym ważnym krokiem jest sieciowanie radiacyjne.Produkty utworzone metodą wytłaczania lub formowania wtryskowego są nadal liniowymi strukturami molekularnymi.
Struktura, produkt nie ma jeszcze „funkcji pamięci”, a odporność na temperaturę, odporność na starzenie i odporność na zużycie nie jest wystarczająca.
Zmień strukturę molekularną produktu.Najczęściej stosowaną przez nas metodą jest modyfikacja sieciowania radiacyjnego: sieciowanie radiacyjne akceleratora elektronów, promieniowanie źródła kobaltu
Sieciowanie, sieciowanie chemiczne nadtlenkiem, w tym czasie cząsteczka zmienia się z liniowej struktury molekularnej w strukturę sieciową.Wytłaczane produkty przechodzą
Po usieciowaniu wykazuje „efekt pamięci”, który znacznie zwiększa odporność temperaturową, właściwości mechaniczne i chemiczne rury termokurczliwej.Konkretny stół
Teraz rura radiatora zmieniła się ze stanu tolerancji na niezgodną, odporność na starzenie, odporność na ścieranie i odporność na korozję chemiczną.
4. Formowanie ekspansyjne: Produkt modyfikowany poprzez sieciowanie radiacyjne ma już „efekt pamięci kształtu” i ma wysoką
Nie topi się w temperaturze.Po podgrzaniu w wysokiej temperaturze, przedmuchaniu próżniowym i schłodzeniu staje się gotową rurką termokurczliwą, a następnie zgodnie z rurką
Istnieje możliwość wycięcia i wydrukowania rzeczywistego stanu opakowania i zamknięcia gotowego produktu, zgodnie z potrzebami klienta.Dostępne jest również neutralne, normalne opakowanie.
Wydajność
| Test | Metoda badania | Wymóg |
| Temperatura robocza | UL224 | -50 do +125 ℃ |
| Wytrzymałość na rozciąganie | ASTM D 2671 | ≥14 MPa |
| Wydłużenie przy zerwaniu | ASTM D 2671 | >400% |
| Wydłużenie przy zerwaniu po starzeniu cieplnym | ASTM D 2671 158 ℃/168 godz | ≥300% |
| Skurcz wzdłużny | UL224 | 0 ± 5% |
| Częściowa stawka za ścianę | ASTM D 2671 | <30% |
| Ognioodporność | VW-1 | Przechodzić |
| Rezystywność objętościowa | IEC 93 | >1014Ω.m |
| Stabilność miedzi | UL224 | Przechodzić |
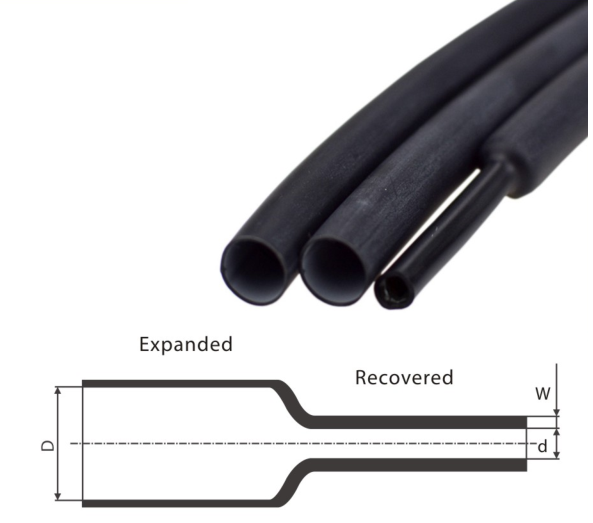
| Typ | Zakres średnic zastosowania (mm) | Rozszerzony (mm) | Odzyskane (mm) | |
| D(min) | d(maks.) | W(min) | ||
| HTG-50/18 | 17-35 | 50 | 18 | 2.2 |
| HTG-66/20 | 21-45 | 66 | 20 | 2.2 |
| HTG-70/25 | 24-52 | 70 | 25 | 2.2 |
| HTG-90/30 | 32-66 | 90 | 30 | 2.5 |
| HTG-105/35 | 32-66 | 105 | 35 | 2.5 |
| HTG-120/40 | 38-80 | 120 | 40 | 2.5 |
| HTG-135/45 | 45-98 | 135 | 35 | 2.5 |
| HTG-150/50 | 55-112 | 150 | 50 | 3 |
 P: CZY MOŻESZ NAM POMÓC W IMPROCIE I EKSporcie?
P: CZY MOŻESZ NAM POMÓC W IMPROCIE I EKSporcie?
A:Będziemy mieć profesjonalny zespół, który będzie Ci służył.
P: JAKIE MASZ CERTYFIKATY?
A:Posiadamy certyfikaty ISO, CE, BV, SGS.
P: JAKI JEST OKRES GWARANCJI?
A: Ogólnie 1 rok.
P: Czy możesz wykonać usługę OEM?
A:Tak możemy.
P: JAKI JEST CZAS OCZEKIWANIA?
A:Nasze standardowe modele są dostępne w magazynie, w przypadku dużych zamówień zajmuje to około 15 dni.
P: CZY MOŻESZ DOSTAĆ DARMOWE PRÓBKI?
A:Tak, skontaktuj się z nami, aby poznać przykładowe zasady.





